Wooden or metal roller
Table of Contents
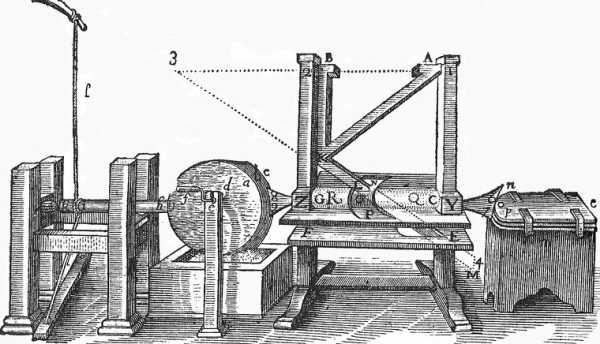
AB is a lathe or wooden or metal roller turning on the poles I. 2 represents the axis HI of the other figure.

CG, EF are 2 flat and smooth plates or boards, especially on the side where they touch each other, so that the surface that can be imagined between the two, being parallel to the roller AB, and cut at right angles by the plane that can be imagined passing through the points I, 2, and C, O, G, represents the plane VX which cuts the Cone.
NP is the width of the upper CG is equal to the diameter of the glass to be cut, or a little larger.
Finally, KLM is a rule which, turning with the roller AB on the poles I, 2, so that the angle ALM always remains equal to HTV, represents the line TV which describes the Cone.
This rule is so passed through this roller, that it can rise and fall by sliding in the hole L, which is exactly of its thickness.
There is a weight or spring towards K which always presses it against the plate CG, by which it is supported, and prevented from going further.
Its end M is a well-tempered steel point. It has the strength to cut this plate CG, but not the other EF which is underneath.
If one moves this rule KLM on the poles I, 2, so that the steel point M passes from N through O towards P, and reciprocally from P through O towards N, it will divide this plate CG into two others, CNOP, and GNOP, of which the side NOP will be terminated by a sharp, convex line in CNOP, and concave in GNOP, which will have exactly the figure of a hyperbola.
These 2 plates, CNOP, GNOP are of steel or other very hard material.
They may serve not only as models, but perhaps also as tools or instruments for cutting certain wheels, from which I will soon say that the glasses must derive their figures.
However, there is still a defect here in that the steel point M, being a little differently turned when it is towards N, or towards P, than when it is towards O, the wire or the cutting edge that it gives to these tools cannot be everywhere equal.
It is better to use the next machine, although it is more complicated.
Second Machine
ABKLM is only one piece which moves entirely on poles 1, 2. Its ABK part can have any shape.
But KLM must have that of a ruler or other such body whose lines which terminate its surfaces are parallel.
It must be so inclined that the straight line 4 5, which passes through the center of its thickness.
It is extended to that passing through the poles 1, 2, making an angle 234 equal to the one that was earlier marked with the letters HTV.
CG, EF are 2 boards parallel to the axle 12. Its surfaces which look at each other are very flat and smooth, and cut at right angles by the plane 12 GOC.
But instead of touching each other as before, they are here far apart to give passage between them to a cylinder or QR roller, which is exactly round and of equal size everywhere.
Moreover, they each have a NOP slot. This is long and wide that the KLM ruler, passing through it, can move here and there on poles 1, 2 as much as is necessary to trace between these two plates part of a hyperbole the size of the diameter of the glasses that you want to cut.
This rule is also passed through the QR roller in such a way that, making it move with itself on poles 1, 2, it nevertheless remains always enclosed between the two boards CG, EF, and parallel to axle 12.
Finally Y67 and Z89 are the tools used to carve any body in hyperbole.
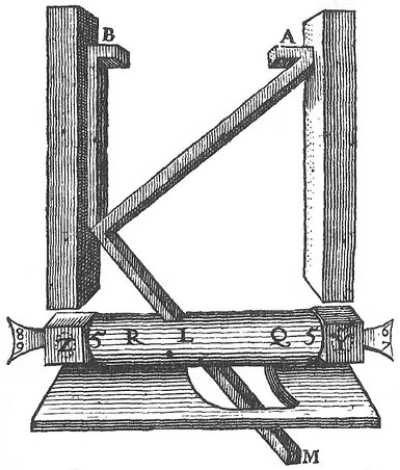
Their YZ handles are of such thickness that their surfaces, which are all flat, touch exactly on both sides. on the other, those of the two plates CG, EF without their allowing them to slip between the two, because they are very polished.
They each have a round hole 5, 5 in which one of the ends of the QR roller is enclosed. In this way, this roller can turn around the straight line 55, which is like its axle, without causing them to turn with itself because their flat surfaces being engaged between the boards prevent them. But that in some other way that he moves he constrains them to move also with him.
While the KLM ruler is pushed from N to O and from O to P, or from P to O and from O to N, causing the QR roller to move with itself, it causes the QR roller to move with itself in such a way that the particular motion of each of their parts describes exactly the same hyperbola as does the intersection of the two lines 34 and 55.
34draws the cone by its movement.55draws the plane which intersects it.
The points or cutting edges of these tools can be made in various ways according to the various uses for which they are to be employed.
To give the figure to the convex glasses, first use the tool Y67 and cut several steel blades almost similar to CNOP[78] described earlier.
Then, both by means of these blades and of the tool Z89, hollow out a wheel like d all around according to its thickness abc.
In this way, all the sections that can be imagined therein are made by planes in which lies ee, the axle of this wheel, have the shape of the hyperbola traced by this machine.
Finally, attach the glass which one wishes to cut on a lathe, like hik.
Apply it against this wheel d in such a way that, making this lathe move on its axle hk by pulling the cord ll, and this wheel also on his by turning it, the glass placed between two, takes exactly the shape that one must give him.
When using the tool Y67, only half of the CNOP blades should be cut at once, for example, that which is between points n and o.
Put a bar in the machine towards P which prevents the KLM ruler, being moved from N towards O, from being able to advance towards P except as far as is necessary to make line 34, which marks the middle of its thickness, reaches as far as the plane
12 G O VS {\displaystyle {\rm {12GOC}}}, imagine cutting the boards at right angles. And the iron of this tool Y 67
must be of such figure that all parts of its cutting edge are in this same plane when line 34 is there; and that there are no others elsewhere which advance beyond towards the side marked P, but that the whole slope of its thickness throws itself towards N.
For the rest, it can be done if foam or as acute, and as much or as little inclined, and as long as you like, depending on what you think best.
Then, having forged the cnop blades, and having given them with the file the closest shape possible to that which they must have, they must be applied and pressed against this tool. K 67 {\displaystyle {\rm {K67}}}, and moving the KLM ruler from N to O, and vice versa from O to N, one of their halves will be cut;
Then, in order to be able to make the other all alike, there must be a bar or some other such thing which prevents them from being advanced towards this tool beyond the place where they are when their NO half is completed from prune; and then, having moved them back a little, it is necessary to change the iron of this tool Y 67 {\displaystyle {\rm {Y67}}}, and put another one in its place whose cutting edge is exactly in the same plane and of the same shape, and as advanced as the preceding one, but which has all the slope of its thickness thrown towards P, so that, if we applied these two flat irons against each other, their two cutting edges seemed to form but one. Then, having transferred to N the bar that had previously been placed towards P to prevent the movement of the KLM ruler, this ruler must be moved from O to P and from P to O until the cnop blades are as advanced to the tool Y 67 than before, and that being so, they will be finished cutting.